

Uno zaino termico morbido porta con sé una semplice promessa: mantiene il ghiaccio congelato per giorni e non perde. Questa promessa si rivela più difficile da mantenere di quanto sembri, e il divario tra i prodotti che la mantengono e i prodotti che non la mantengono si riduce quasi sempre a due decisioni ingegneristiche: di cosa è fatto il dispositivo di raffreddamento e come è assemblato.
Perché la scelta del materiale inizia dal rivestimento e non dal guscio
La maggior parte degli acquirenti valuta gli zaini più freschi dall'esterno: peso del tessuto, finitura esterna, qualità della cinghia. Questi contano, ma il rivestimento è il luogo in cui vengono determinate le prestazioni principali. È a diretto contatto con ghiaccio, cibo e acqua sciolta per ore consecutive, ed è la superficie che contiene quell'acqua o la lascia fuoriuscire.
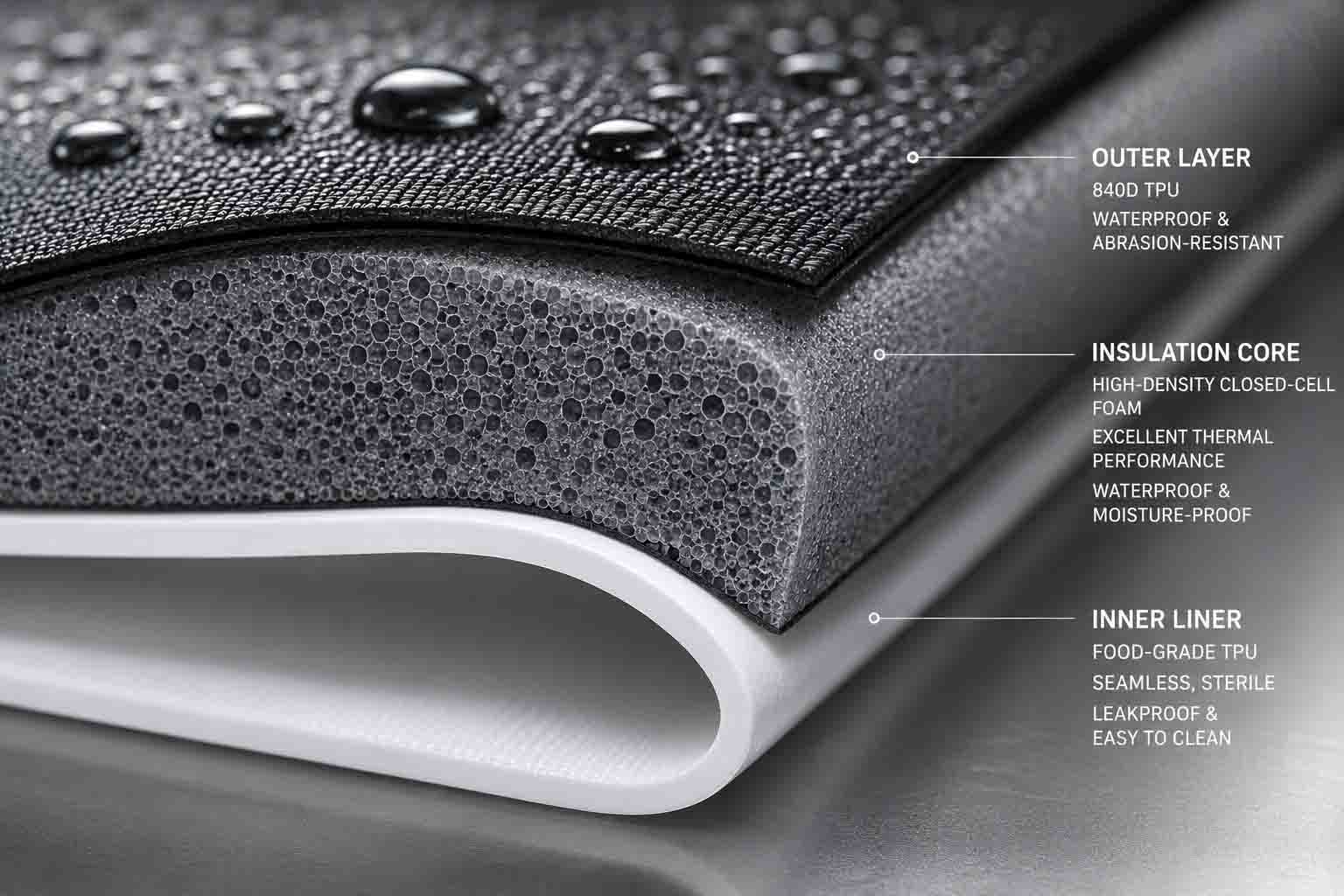
Gli zaini termici morbidi di alta qualità utilizzano TPU (poliuretano termoplastico) per uso alimentare sia per il guscio esterno che per il rivestimento interno. La scelta non è arbitraria.
Per l'esterno, il TPU offre una combinazione di resistenza all'abrasione, resistenza alla perforazione e durata alla flessibilità che i rivestimenti standard in poliestere o nylon non possono eguagliare nell'uso prolungato sul campo. Un frigorifero portatile che trascorre il tempo appoggiato su terreni accidentati, stipato nelle aree di carico dei veicoli o trasportato attraverso una fitta boscaglia accumula stress meccanico sulle sue superfici. Il TPU gestisce questo stress senza screpolature o delaminazioni superficiali, una modalità di guasto nota nei tessuti più freddi che utilizzano rivestimenti più sottili su tessuti di base più deboli.
Il comportamento della temperatura è altrettanto importante. Il PVC, il materiale utilizzato per i prodotti impermeabili per esterni, diventa fragile e incline a rompersi alle basse temperature, il che crea un problema ironico per un prodotto progettato per trattenere il ghiaccio. Il TPU mantiene la flessibilità in un ampio intervallo di temperature, comprese le condizioni fredde che si verificano proprio quando uno zaino più fresco è sotto carico. Inoltre, resiste meglio alla degradazione UV rispetto al PVC in caso di esposizione solare prolungata, il che è importante per un prodotto utilizzato in ambienti esterni per più stagioni.
Nello specifico, per il rivestimento interno, la certificazione per uso alimentare non è una designazione di marketing, ma una specifica del materiale. Il rivestimento deve essere conforme alla FDA, privo di BPA e antimicrobico per essere idoneo al contatto diretto con alimenti e bevande. Questi requisiti restringono notevolmente la scelta dei materiali ed escludono una serie di alternative a basso costo che altrimenti potrebbero superare un test di resistenza all’acqua di base.
Dove i dispositivi di raffreddamento cuciti falliscono e perché sono strutturali
Il punto di guasto più consistente nei dispositivi di raffreddamento morbidi economici non è la schiuma isolante e non è la cerniera: è la cucitura tra i pannelli di rivestimento interni. Capire perché è necessario osservare cosa fanno effettivamente le cuciture a un materiale impermeabile.
Le cuciture industriali uniscono i pannelli di tessuto facendoli passare attraverso aghi ad alta densità. Ogni passaggio dell'ago crea una perforazione nella membrana impermeabile. Una tipica cucitura potrebbe produrre diverse centinaia di queste perforazioni per metro di lunghezza della cucitura. I produttori risolvono questo problema applicando un nastro adesivo sulle cuciture, che copre i fori e ripristina temporaneamente l'impermeabilità.
Il problema si sviluppa nel tempo e sotto stress da utilizzo. L'acqua ghiacciata sciolta che si deposita contro le cuciture della fodera crea una pressione idrostatica costante. I cicli flessibili del trasporto di uno zaino carico lavorano ripetutamente sui bordi del nastro. L'esposizione al sole e i cicli termici degradano progressivamente l'adesione del nastro. Alla fine, il nastro si solleva in un angolo o in un bordo, l'acqua trova i fori degli aghi sottostanti e il rivestimento perde, non in modo catastrofico, ma persistente, nel modo in cui rovina un sacchetto della spesa o inzuppa un pacco di dispositivi elettronici durante una gita di un giorno.
Questo è un risultato strutturale del metodo di costruzione, non un fallimento del controllo di qualità. La struttura cucita con nastro adesivo può produrre un prodotto che supera i test iniziali di resistenza all'acqua. Non è possibile produrre in modo affidabile un prodotto che mantenga tali prestazioni per anni di utilizzo reale.

Saldatura ad alta frequenza: come viene eliminata la modalità di rottura della cucitura
La saldatura ad alta frequenza (HF), chiamata anche saldatura RF, risolve il problema della cucitura modificando il concetto di cucitura.
Invece di fissare meccanicamente due pannelli di TPU insieme con il filo, la saldatura HF utilizza l'energia elettromagnetica a 27,12 MHz per generare calore all'interno del materiale TPU nella zona di giunzione. Il campo elettromagnetico alternato fa oscillare rapidamente le molecole polari all'interno del TPU, producendo attrito interno e calore. Sotto la pressione pneumatica applicata contemporaneamente, il materiale all'interfaccia tra i due pannelli raggiunge la temperatura di fusione e gli strati si fondono a livello molecolare.
Quando il campo elettromagnetico viene rimosso e il materiale si raffredda sotto pressione sostenuta, i due pannelli diventano un unico pezzo di materiale continuo nella zona di saldatura. Non ci sono fori per aghi, filo e nastro adesivo che copre nulla. La giuntura non è sigillata: non esiste più come struttura separata. Il rivestimento interno di un refrigeratore morbido saldato ad HF è effettivamente un unico bacino a tenuta stagna.
In termini pratici, ciò significa che l’acqua ghiacciata sciolta si trova su una superficie senza percorsi di penetrazione. Non ci sono bordi del nastro da sollevare, nessun foro di cucitura da aprire sotto pressione e nessun meccanismo di degrado che riduca progressivamente le prestazioni della cucitura nel corso della vita utile del prodotto. Una zona di saldatura che trattiene l'acqua il giorno in cui il prodotto viene spedito, tratterà l'acqua allo stesso modo due anni dopo, presupponendo che il materiale di base non sia fisicamente danneggiato.
Il metodo di costruzione consente inoltre l'integrazione di sistemi di cerniere ermetiche che completano la fodera saldata. Quando una cerniera stagna adeguatamente specificata viene utilizzata insieme a un corpo saldato ad HF, il risultato è un dispositivo di raffreddamento che può essere inclinato su un lato, capovolto o immerso senza perdite, non a causa di un'attenta manipolazione, ma perché non esiste un percorso strutturale per l'uscita dell'acqua.

Test di laboratorio: come vengono convalidate le dichiarazioni sulle prestazioni
Le specifiche dei materiali e i metodi di costruzione determinano di cosa è capace in linea di principio uno zaino più fresco. I test di laboratorio determinano se un prodotto specifico offre effettivamente quel potenziale. Per i softcooler premium, sono tre i protocolli di test più importanti.
Test di ritenzione del ghiaccio
La ritenzione del ghiaccio è la caratteristica principale delle prestazioni di qualsiasi dispositivo di raffreddamento ed è altamente sensibile al modo in cui viene eseguito il test. Test significativi collocano un frigorifero carico in una camera climatizzata che mantiene una temperatura ambiente sostenuta – in genere 32° C (90° F) o superiore, simulando le condizioni estive di punta – e misura la durata del mantenimento del ghiaccio solido. La struttura premium che utilizza l'isolamento in schiuma a cellule chiuse combinato con cuciture saldate ad HF e chiusure ermetiche raggiunge costantemente da 48 a 72 ore di ritenzione del ghiaccio in queste condizioni, a seconda dello spessore della schiuma e del carico di ghiaccio iniziale. I test eseguiti a temperature ambiente più basse o con camere preraffreddate producono numeri più lunghi che non riflettono il reale utilizzo all'aperto.
 with a TPU soft cooler backpack inside during ice retention testing; digital temperature display and data logger visible in a QC laboratory setting.")
Test di pressione idrostatica
L'integrità della cucitura sotto pressione viene testata gonfiando il dispositivo di raffreddamento sigillato a una pressione interna specifica, misurata in bar, e verificando che non fuoriesca aria attraverso le zone di cucitura o i sistemi di chiusura. Un test di 1,0 bar, equivalente alla pressione idrostatica di una colonna d'acqua di 10 metri, è lo standard appropriato per i prodotti destinati ad un vero uso esterno, inclusa la potenziale immersione. I gradi IPX7 (immersione di 1 metro per 30 minuti) e IPX8 (immersione prolungata oltre 1 metro) devono essere verificati mediante test in camera anziché tramite autocertificazione. Le saldature HF resistono costantemente a 1,0 bar; le cuciture cucite con nastro in genere falliscono tra 0,1 e 0,3 bar con lo stesso protocollo di test.
Test di caduta e carico
Uno zaino frigorifero morbido completamente carico (ghiaccio, cibo e bevande insieme) può pesare da 15 a 20 chilogrammi. Il sistema di imbracatura, i punti di attacco della tracolla e le maniglie di trasporto sono tutti sottoposti a uno stress significativo durante il normale utilizzo e lo stress si concentra nei punti di attacco delle saldature o dei punti. Il test di carico applica la capacità di peso nominale massima al sistema di trasporto e lo sottopone a cicli di caduta ripetitivi per verificare che i punti di attacco non cedano durante l'uso sul campo. Questo test è particolarmente importante per gli attacchi di maniglie e cinghie saldati ad HF, dove la zona di saldatura deve sostenere l'hardware portante senza il rinforzo fornito dalle cuciture alle giunzioni tra tessuto e hardware.
Cosa significano queste decisioni ingegneristiche per l'approvvigionamento OEM
Il divario prestazionale tra uno zaino termico morbido di alta qualità e un prodotto che semplicemente ne assomiglia è quasi interamente determinato dalle decisioni prese nella fase delle specifiche del materiale e del metodo di costruzione, prima che venga prodotta una singola unità. Nel momento in cui un prodotto è sul mercato e i clienti lo restituiscono per perdite di cuciture o mancata ritenzione del ghiaccio, tali decisioni sono già bloccate.
Per i marchi che valutano i partner di produzione dei soft cooler, le domande giuste da porre sono specifiche: quali gradi di TPU vengono utilizzati per il rivestimento e sono dotati di certificazione per uso alimentare? Le cuciture sono saldate ad alta frequenza o cucite con nastro adesivo e a quale pressione sono convalidate le saldature? Come si presenta effettivamente il protocollo del test di ritenzione del ghiaccio: temperatura ambiente, durata e condizioni di carico iniziale? I test idrostatici vengono eseguiti per unità o per lotto?
Un produttore con reali capacità in questa categoria di prodotti avrà risposte semplici a tutte queste domande. L'ingegneria dietro uno zaino termico morbido che funziona davvero non è complicata da spiegare: è solo specifica, e la specificità è esattamente ciò che separa un prodotto che vale la pena sostenere da uno che non lo è.

